Le processus de soudage est l'un des processus de fabrication les plus complexes qui nécessite une compréhension approfondie des facteurs liés aux matériaux de base et aux matériaux de remplissage utilisés, aux changements environnementaux de pression, de température et de vitesse du vent, aux machines à souder et aux outils associés qui peuvent affecter le processus. De nombreux problèmes du soudeur ou de la machine à souder surviennent pendant le soudage et interrompent la progression du travail et diminuent par conséquent la productivité du soudeur. Parmi ces problèmes, nombreux sont ceux qui peuvent être résolus par l'opérateur et d'autres ne peuvent pas l'être. L'opérateur de soudage doit donc avoir une solide expérience des problèmes courants qui peuvent survenir et de la solution à chaque problème, si possible, pour gagner du temps et réduire les problèmes. interruption du travail autant que possible.
Avant d'approfondir la routine de maintenance puis le dépannage des problèmes courants, nous devons en savoir plus sur le cycle de service de la machine et le nom et l'emplacement de certains composants pour avoir quelques bases pour gérer notre soudeuse.
Composants de machines
Vous devriez avoir quelques bases sur les composants de la machine et à cet égard, nous prendrons l'ARC200 comme exemple comme suit :
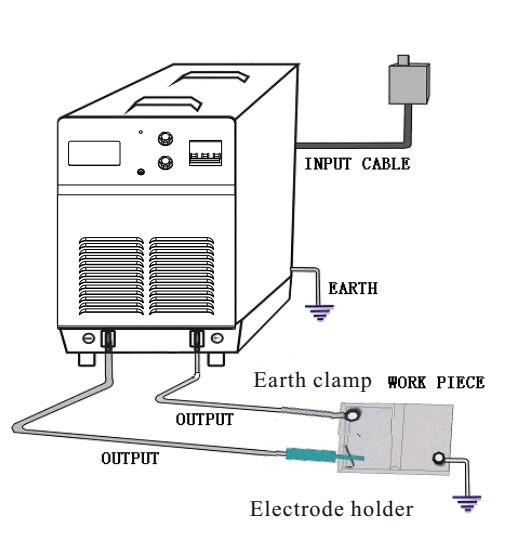
Installation correcte de la machine à souder sur le site
Avant de commencer le soudage, il y a quelques règles générales à respecter :
- Mise à la terre du corps de la machine et de la pièce à usiner.
- L'électricité d'entrée doit être la bonne, y compris le taux de tension (monophasé, biphasé ou triphasé).
- Connexion droite du porte-électrode et du câble de retour
Toutes ces notes sont présentées ci-dessous :
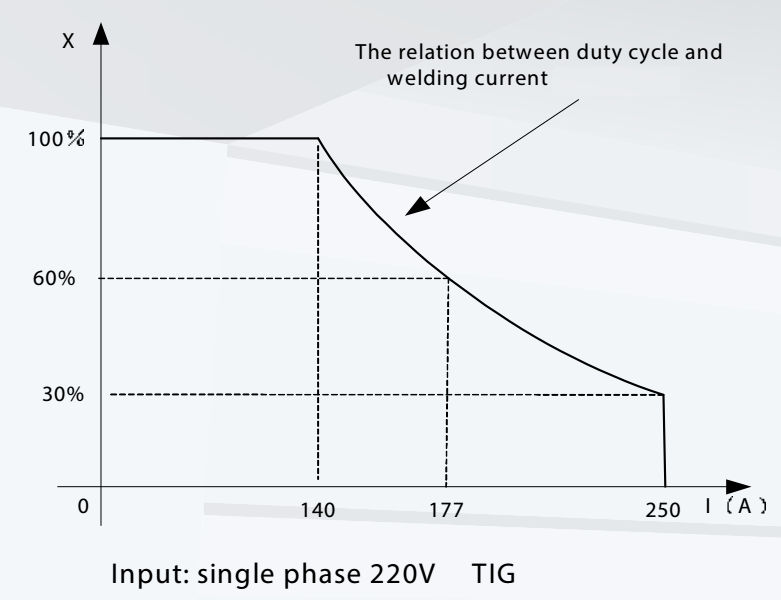
Cycle de service de la machine
Le cycle de service est défini comme la proportion du temps pendant lequel une machine peut fonctionner en continu pendant un certain temps (10 minutes). Par exemple : si nous avons une soudeuse avec un cycle de vie de 60%, cela signifie que cette soudeuse peut travailler en continu au courant nominal pendant 6 minutes sur 10 minutes mais si la soudeuse fonctionne plus de 6 minutes, elle chauffera et surchauffera et cessera par conséquent de fonctionner en raison de la protection contre la surchauffe de la machine. Le diagramme ci-dessous montre la relation entre le rapport cyclique (X) et le courant de soudage et, comme indiqué, plus le courant de soudage est élevé, plus le rapport cyclique est faible. Ainsi, si vous souhaitez souder en utilisant des courants plus élevés, vous devez travailler en continu pendant moins de temps. que celui classé standard.
Avant d'entrer dans le dépannage des problèmes courants des machines à souder, commençons par expliquer la principale routine de maintenance à suivre.
Programme d'entretien principal
Chaque opérateur de soudage ou propriétaire de soudeur doit maintenir une routine d'entretien stricte pour maintenir sa soudeuse en bon état et cette routine comprend un examen quotidien, mensuel, trimestriel et annuel.
|
Heure de l'examen
|
Liste de contrôle et actions recommandées
|
Examens quotidiens
|
- Vérifier le bouton du panneau et l'interrupteur à l'avant et à l'arrière
des postes de soudage à l'arc sont flexibles et correctement mis en place. Si l'interrupteur n'est pas flexible ou ne peut pas être mis en place correctement, remplacez immédiatement l'interrupteur endommagé en contactant la société de maintenance.
-
Après la mise sous tension, regardez/écoutez si la machine à souder à l'arc tremble, siffle ou dégage une odeur particulière. S'il y a l'un des problèmes ci-dessus, recherchez la raison pour laquelle vous devez vous en débarrasser. Si vous ne parvenez pas à en trouver la raison, veuillez contacter la société de maintenance.
- Vérifiez si le ventilateur est endommagé et s'il tourne ou contrôle normalement. Si le ventilateur est endommagé, veuillez le changer immédiatement. Si le ventilateur ne tourne pas après une surchauffe de la machine de soudage à l'arc, vérifiez s'il y a quelque chose de bloqué dans la lame, s'il est bloqué, veuillez vous en débarrasser. Si le ventilateur ne tourne pas après avoir éliminé les problèmes ci-dessus, vous pouvez piquer la pale dans le sens de rotation du ventilateur. Si le ventilateur tourne normalement, la capacité de démarrage doit être remplacée ; Sinon, changez le ventilateur.
- Vérifiez les câbles et observez s'il y a des dommages pour le réparer ou remplacez le câble s'il présente de graves dommages qui ne peuvent pas être réparés correctement pour vous protéger des chocs électriques et ne pas provoquer de cratères de contact sur les matériaux soudés.
- Vérifiez votre porte-électrode de soudage, votre torche de soudage et votre pince de terre et si l'un d'entre eux est endommagé, remplacez-le immédiatement.
- Si vous allez travailler dans un nouveau lieu de travail avec votre soudeur, veuillez vérifier la phase actuelle fournie à votre soudeuse et assurez-vous que votre soudeuse est connectée à la bonne phase de courant qu'elle soit monophasée, biphasée ou triphasée en plus d'être sûr de connecter la terre de votre machine au circuit de terre en utilisant un fil reliant le corps de la machine à une tige de cuivre creusée dans le terrain à côté de la machine [procédure normale sur les nouveaux chantiers de construction] pour libérer les charges supplémentaires arrivant sur le corps de la machine.
|
Examens mensuels
|
- Vérifiez votre soudeuse de l'intérieur et, à l'aide d'un souffleur d'air, essayez d'éliminer les poussières sur le radiateur, le transformateur de tension principal, l'inductance, le module IGBT, la diode à récupération rapide et le PCB, etc.
- Vérifiez le boulon dans la machine à souder à l'arc. S'il est desserré, veuillez le visser. S'il est antidérapant, veuillez le remplacer. S'il est rouillé, veuillez effacer la rouille sur le boulon pour vous assurer qu'il fonctionne bien.
|
Examens trimestriels
|
- Si le courant réel correspond à la valeur affichée. S’ils ne sont pas d’accord, ils devraient être réglementés. La valeur actuelle réelle peut être mesurée par l'ampèremètre à pince ajusté.
|
Examens annuels
|
-
Mesurez l'impédance isolante entre le circuit principal, le PCB et le boîtier. Si elle est inférieure à 1 MΩ, on pense que l'isolation est endommagée et doit être modifiée, et doit être modifiée ou renforcée.
|
Problèmes généraux et solutions
Dans le tableau ci-dessous, nous mentionnerons certains des problèmes courants de la machine à souder qui peuvent survenir lors du soudage et avec les points proposés à vérifier pour résoudre le problème :
|
Description du problème
|
Cause du problème
|
Solutions proposées
|
La soudeuse ne démarre pas
|
- Circuit d'alimentation mort
- Cordon d'alimentation cassé
- Mauvaise tension d'alimentation
- Fusibles grillés
- Décompte de surcharge déclenché
- Bobine de fonctionnement défectueuse
- Ouvrir les interrupteurs d'alimentation
|
- Vérifiez la tension et essayez de l'augmenter.
- Réparer le câble d'alimentation
- Vérifiez la plaque signalétique par rapport à l'alimentation, qu'elle soit monophasée, biphasée ou triphasée.
- Remplacer les fusibles grillés
- Laissez la soudeuse refroidir et vérifiez la cause de la surcharge.
- Remplacer la bobine de fonctionnement défectueuse
- Fermez les interrupteurs d'alimentation pour pouvoir les ouvrir lors de la connexion de votre soudeuse.
|
La soudeuse démarre et fait sauter le fusible
|
- Les fusibles sont trop petits
- Court-circuit dans les connexions du moteur
|
- Les fusibles doivent avoir une valeur 2 à 3 fois supérieure au courant nominal du moteur.
- Vérifiez l’isolation des câbles du démarreur et du moteur autour et les uns des autres.
|
La soudeuse fonctionne mais s'arrête peu de temps après
|
- La soudeuse est surchargée.
- Les câbles sont trop longs ou trop étroits en section transversale.
- Le circuit de puissance est monophasé.
- La ventilation est bloquée.
- La température ambiante est trop élevée.
|
- Vous devez vérifier la plaque signalétique de la soudeuse pour connaître le cycle de service de la soudeuse et par conséquent travailler en conséquence pour y correspondre et ne pas travailler pendant une longue période avec des courants de surcharge.
- Vous devez utiliser une longueur et une section transversale appropriées des fils pour correspondre au courant de soudage, car l'utilisation de fils trop longs et/ou de fils à section étroite entraînera un héritage des fils et parfois une brûlure des fils.
- Vérifiez s'il y a un fusible ou une ligne mort.
- Vérifiez le ventilateur de ventilation du soudeur ainsi que la ventilation du lieu de travail.
- Essayez de travailler à des charges inférieures lorsque la température ambiante dépasse 100 F (37,8 C).
|
Toucher le soudeur provoque un choc
|
- Le châssis de la soudeuse n'est pas bien mis à la terre.
|
- Il faut vérifier la mise à la terre du châssis du soudeur et le fixer solidement.
|
La soudeuse démarre mais ne délivre pas le courant de soudage
|
- Les connexions des câbles sont lâches, que ce soit à la terre ou à la torche de soudage.
- Saleté, bobines de champ de mise à la terre.
- Les terminaux de soudage deviennent éclectiques.
|
- Vous devez vérifier les connexions des câbles que ce soit avec la soudeuse ou avec le porte-électrode/torche et la pince de masse et essayer de bien les fixer avant de commencer le soudage.
- Il faut bien nettoyer sous la pince de terre et la fixer solidement.
- La pince de masse n'est pas correctement fixée. Il faut donc bien le fixer ou remplacer le ressort de la pince par un solide.
|
L'arc de soudage est bruyant et éclabousse excessivement
|
- Le paramètre actuel est trop élevé.
- Utilisation d’une mauvaise polarité qui ne correspond pas au procédé de soudage utilisé et à l’électrode utilisée.
|
- Vérifiez votre réglage du courant de soudage sur la machine et comparez-le avec celui mesuré à l'aide d'un ampèremètre.
- Vérifiez les exigences de polarité de l'électrode utilisée et ajustez votre soudeuse dessus, comme par exemple si nous soudons avec l'électrode en bâton E7018, vous devez donc ajuster le fil de l'électrode pour qu'il soit connecté à la polarité positive de la machine et ainsi de suite.
|
Le soudage est lent
|
- Le paramètre actuel est trop bas.
- Mauvaises connexions.
- Les câbles sont trop longs ou ont une petite section transversale.
|
- Ajustez votre réglage actuel sur la plage de courant appropriée qui correspond à la taille de l'électrode/du fil.
- Vérifiez vos connexions que ce soit au porte-électrode ou à la pince de masse et fixez-les bien pour amener tout le courant à l'arc.
- Utilisez la longueur et la section transversale appropriées des câbles de soudage qui correspondent au courant de soudage maximum. Vous devez donc examiner la capacité des câbles de soudage par rapport à la longueur et à la section requises.
|
Pas de dévidage du fil ou mauvais sens de dévidage du fil lors du soudage MIG
|
- Le disjoncteur peut être déclenché.
- Les fusibles de la carte sont grillés.
- Les connexions électriques du moteur d’alimentation en fil peuvent ne pas être correctes.
- L'alimentation inverse se produit lorsque la buse et le redresseur de fil tournent autour de l'axe de l'arbre de la boîte de vitesses.
|
Si vous rencontrez de tels problèmes, vous devez contacter le personnel de maintenance agréé et il vérifiera les points suivants pour résoudre ces problèmes :
- Pour les disjoncteurs, vous devez les réarmer en cas de déclenchement.
- Si les fusibles sont grillés, remplacez-les.
- Vérifiez les bornes électriques du moteur d'alimentation en fil.
- Intervertissez les bornes du moteur d’alimentation en fil pour inverser le sens d’alimentation.
|
Le voyant rouge est allumé, mais l'écran LED indique que c'est normal et le ventilateur fonctionne.
|
- Protection contre les surintensités
- Protection contre la surchauffe
- Cela peut être dû à un problème avec le circuit de l'onduleur et la carte d'arc principal.
- Surtension d'entrée
|
- Arrêtez de travailler pendant 5 minutes.
- Fermez 5 minutes et redémarrez la machine.
- Vérifiez et mesurez les tubes de rectification un par un et remplacez celui défectueux.
- Utilisez la bonne entrée.
|
Arc de soudage Problèmes liés aux machines à souder
En plus des problèmes généraux des machines à souder mentionnés dans le tableau précédent, il existe certains problèmes d'arc dans le soudage à l'arc qui peuvent apparaître pendant le travail et interrompre votre processus de soudage. C'est pourquoi dans le tableau ci-dessous, nous en inclurons certains avec le solutions recommandées :
|
Description du problème
|
Cause du problème
|
Solutions proposées
|
Arc instable
|
- Utilisation d’une polarité incorrecte.
- L'électrode en tungstène est contaminée.
- La longueur de l'arc est trop longue.
- Le métal de base est contaminé.
- Jeu de basse fréquence AC.
- La pince de terre n'est pas correctement fixée.
-
|
- Vérifiez votre type d'électrode en tungstène et utilisez le courant approprié, par exemple une électrode en tungstène thorié (WTh10) DC- OU DC+ ou AC et pour le tungstène zirconium (WZr3), c'est AC uniquement.
- Retirez ½" de l'électrode en tungstène contaminée et repointez son extrémité selon le type de courant utilisé (par exemple en cas d'utilisation de DC-, l'extrémité de l'électrode est pointue comme un stylo et en cas d'utilisation de courant alternatif, l'extrémité de l'électrode est en boule comme la moitié balle).
- Raccourcissez la longueur de votre arc à la plage appropriée dans laquelle la pointe de l'électrode est hors de la pièce à usiner par une distance comprise entre ⅛" et ¼".
- Nettoyez la zone de soudage de toute peinture, huile, graisse et calamine.
- Pour les machines à souder dotées d'un commutateur de réglage de fréquence, la fréquence doit être réglée sur la plage appropriée. 100 à 180 Hertz sont acceptables.
- Les pinces de terre doivent être bien fixées en utilisant des pinces à ressorts solides pour compléter efficacement le circuit de courant.
|
Difficulté de démarrage de l'arc ou l'arc ne peut pas démarrer
|
- Aucun gaz de protection ne circule dans la torche de soudage.
- Positions incorrectes du commutateur d’alimentation.
- Taille d’électrode en tungstène inappropriée.
- Type d’électrode en tungstène incorrect.
|
- Vérifiez votre bouteille de gaz en regardant les jauges du régulateur de gaz et si la bouteille est en bon état, veuillez ajuster le débit de gaz de la torche à la plage appropriée. 15-20 cfh c'est ok.
- Ajustez les interrupteurs d'alimentation dans les bonnes positions adaptées au démarrage de votre arc, soit par impulsion HF, soit par démarrage HF qui sont généralement utilisés pour démarrer l'arc sans toucher le métal de base afin de ne pas contaminer le tungstène dans le métal soudé.
- Utilisez la taille d'électrode en tungstène appropriée qui correspond à la capacité de la machine à souder et essayez d'utiliser autant que possible la taille la plus petite. La taille courante des électrodes en tungstène est de 3/32" de diamètre.
- Utilisez le type d'électrode en tungstène approprié qui correspond à votre application, comme le tungstène thorié dans les travaux de tuyauterie.
|
Arc de bégaiement MIG
|
Ce problème est courant dans le soudage MIG en raison de problèmes liés à l'alimentation du fil qui peuvent survenir pour les raisons suivantes liées à votre soudeuse :
- La tension des rouleaux d'alimentation n'est pas correctement réglée en plus de la présence de poussière et de copeaux métalliques.
- Des problèmes de revêtement de torche de soudage tels que la présence de plis indésirables ou une accumulation de saletés comme du lubrifiant, de la rouille et de l'humidité qui peuvent empêcher l'alimentation correcte du fil.
- Taille incorrecte du tube contact.
- Mauvais revêtement de la torche.
|
Les problèmes mentionnés peuvent être résolus comme ci-dessous :
- Vous devez vérifier votre kit d'alimentation à l'intérieur de la machine et le nettoyer de toute poussière et copeaux de métal, en plus de régler la tension du dévidoir en suivant les instructions du fabricant, car ce problème est soumis à une procédure d'essais-erreurs.
- Vérifiez la torche de soudage, nettoyez-la bien et si nécessaire, remplacez-la pour maintenir une alimentation en fil efficace. Assurez-vous que les bobines de revêtement sont étroitement enroulées et présentent une bonne déflexion et une bonne rigidité pour résister à la torsion.
- Vérifiez que le diamètre intérieur du tube de contact est adapté à la taille du fil utilisé et qu'il est lisse pour permettre une alimentation en douceur du fil.
- Utilisez le revêtement de torche approprié qui correspond au matériau du fil utilisé lorsque le revêtement à utiliser avec des fils en acier au carbone n'est pas le même que celui utilisé pour l'aluminium.
|
Arc errant
|
Le coup d'arc ou l'arc errant provient des problèmes suivants :
- Mauvaise longueur d'arc/l'électrode de tungstène est érodée pendant le travail ou en MIG, le soudeur éloigne la torche de la pièce.
- En TIG, par tungstène mal préparé en faisant des marques circulaires lors de l'affûtage.
- Mauvais débit de gaz.
- Mauvaise préparation du tungstène pour certaines machines comme les machines à ondes carrées et à onduleur.
- En TIG, l'électrode de tungstène est contaminée soit en touchant le métal fondu, soit par un démarrage inapproprié de l'arc en l'absence de gaz de protection.
- Le métal de base est contaminé par l'huile, la graisse et la peinture dans la zone de soudage.
- En cas de soudage AC, le réglage de la fréquence est trop bas.
-
Déséquilibre entre les paramètres de soudage définis et la vitesse d’alimentation du fil, ce qui entraîne une longueur d’arc incohérente.
|
Les solutions proposées pour les problèmes mentionnés sont les suivantes :
- Vous devez abaisser la torche de manière à ce que le tungstène soit éloigné de la pièce à travailler d'un espace compris entre 1/8" et 1/4". En TIG, prenez soin de votre électrode en tungstène en nettoyant et en affûtant le tungstène. En MIG, l'opérateur doit ajuster sa main pour se trouver dans la plage appropriée de longueur d'arc, comme mentionné.
- Vous devez affûter correctement votre électrode dans laquelle les marques d'affûtage doivent être longitudinales avec du tungstène et non circulaires.
- Le débit de gaz doit généralement être réglé entre 15 et 20 cfh.
- Avec de tels types de machines à souder, utilisez du tungstène pointu, mais sachez que la pointe finira par s'arrondir après le soudage, veuillez donc conserver une préparation appropriée avant de commencer le soudage.
- Vous devez retirer 1/2" d'électrode en tungstène contaminée à l'aide d'une meule abrasive ou d'une meuleuse à grande vitesse et repointer le tungstène.
- Vous devez nettoyer la zone de soudage en enlevant la peinture, la graisse, l'huile et la saleté, y compris la calamine du métal de base.
- Vous devez augmenter la fréquence CA sur les machines pour stabiliser et diriger l'arc. Des fréquences CA plus élevées entraînent généralement un arc plus concentré qui entraîne une pénétration plus profonde.
- Pour certaines machines, le réglage de la vitesse d'alimentation du fil et des courants et tensions de soudage est réglé manuellement, afin que vous puissiez définir les paramètres appropriés par essais et erreurs jusqu'à la plage appropriée.
|